
Industrial titans are racing to decarbonize their facilities to meet government, investor, and public demands alike. The unavoidable fact is that most manufacturing processes require heating. As seen in the below Sankey diagram, process heating makes up approximately 70% of all process energy input. Furthermore, 95% of the heating energy is derived from either steam or fuels which contribute to carbon emissions. Sustainability and EHS Managers, across all sectors, have correctly identified the third energy source, electricity, as a potential carbon free solution to process heating. The electrification revolution has inspired the application of electricity in areas of process heating previously unconsidered. Further environmental benefits are gained when electrical generation for process heating is provided from a renewable power source. Using renewable power for electric heaters eliminates both Scope 1 and Scope 2 emissions.
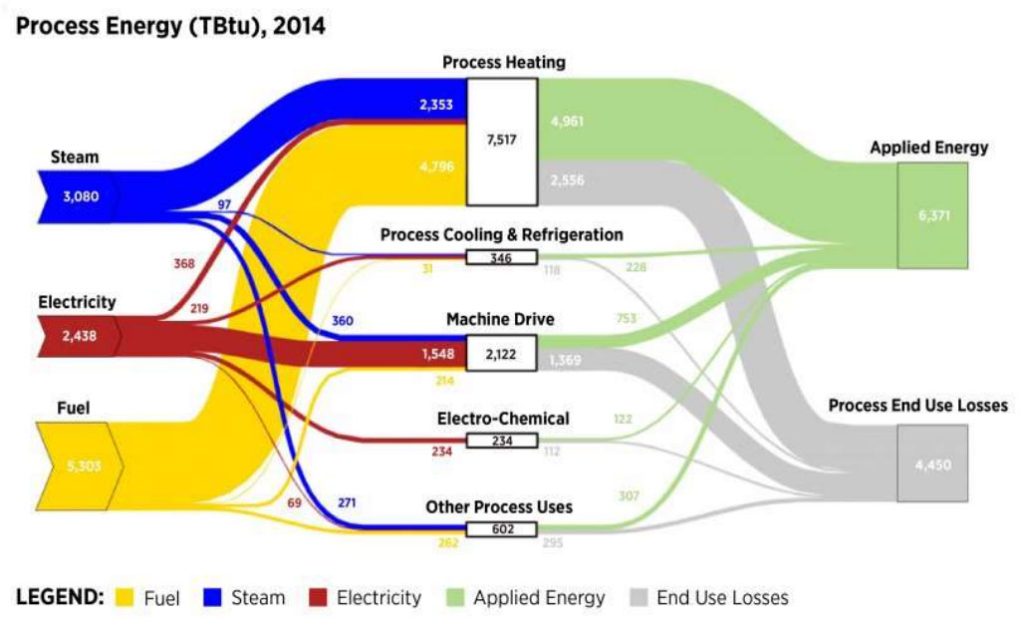
Figure 1 – Static Sankey Diagram of Process Energy in U.S. Manufacturing Sector (2014 MECS), 2019 Source: US Department of Energy, Office of Energy Efficiency & Renewable Energy
If the solution to decarbonize process heating is so obvious, why has there been a delay in implementation of electric process heating? The answer may not be as straightforward as expected. Firstly, using electric heaters for industrial heating has been avoided historically as Industries found a more economical solution for heating through the combustion of readily available fossil fuels. However, as environmental pressure regarding fossil fuel usage continues to build, the cost-benefit analysis has progressively tilted towards the use of electricity. Secondly, first time users of electric heat quickly discover that not all heat sources are created equal. Unlike the relatively forgiving heat transfer environment of combustion and steam, electrical heating equipment must be uniquely assessed and designed. If the constant flux of electrical heat is not continuously transferred to the process, damage can quickly occur, degrading the process fluid and rendering the heater useless. Experience in the design and implementation of electric heaters to a specific process is not only required but is frequently absent and therefore this has hindered the transition to electrification.
Current industrial exposure to electric heaters is mainly confined to immersion heaters (Figure 2) or some version of resistance heating such as strip heaters, finned heaters, cartridge heaters, and band heaters. Upon first glance, immersion heaters resemble shell and tube heat exchangers. These types of heaters all use an electrically insulated internal resistance wire that heats. The heat is then transferred through thermally conductive, but electrically insulating, material to the skin of the device or to the heating element. In a similar manner to an electric stove, the high skin temperature is used to transfer the heat. Immersion heaters are readily available off the shelf from global vendors and are typically offered in various standard sizes with an attempt to best match the process duty. A recurring cause of premature failure of immersion heaters has resulted from the selection of standard sizes to match process requirements instead of being individually custom designed for the process duty. Often, electric heater vendors are experts with electrical heat design but lack process engineering expertise. Compounding this issue is that the typical immersion heater purchaser has expert knowledge of their process but are not electric heat experts. The mismatch results in a serious knowledge gap that can result in premature (and sometimes instantaneous) equipment failure.
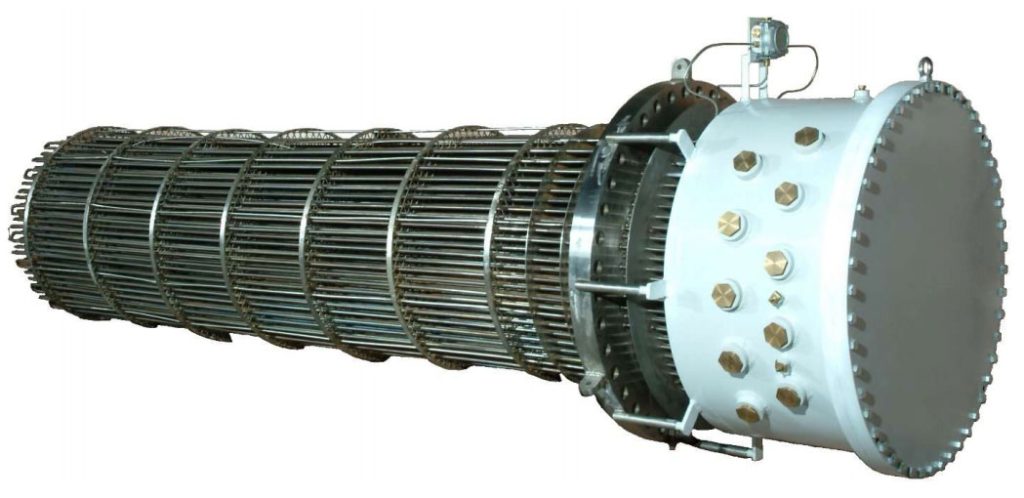
Figure 2 – Immersion Heater Bundle Source: Armstrong Engineering Associates
The installation of an electric heater in a new or existing process must be meticulously evaluated. This can only be accomplished by suppliers who are experts in both process heat transfer and electrical heating equipment manufacture. The marriage between these two core competencies is a proven method for ensuring a successful startup of the capital equipment as well as achieving an extended lifespan. The higher initial equipment cost when compared with fired heaters, due to its design, is recuperated on the backend when the equipment’s lifespan is measured in years or decades instead of in days or months.
Unfortunately, due to limiting factors such as, but not limited to, coking, maximum temperature, and proper mixing, immersion heaters are not well suited for some processes. Therefore, other electric heating methods must be utilized to fulfill process electrification requirements. Industry has allocated billions of dollars of funding for the research and development of process electrification. One of the best examples is the electrification studies of ethylene crackers. Even the transition to hydrogen is drawing R&D funding for electric heat as it is heavily reliant on electric heat to eliminate its carbon footprint. Investment funding currently flowing into this research could be significantly optimized by focusing on pilot testing for end user proof of concept and leveraging already proven technologies. The Armstrong Chemtec Group has been designing electric process heaters for over 40 years. As a company specializing in heat transfer, we have custom designed thousands of electric heaters with proven operational reliability. Current publications suggest that electrical process heating above 1000°C is experimental. This is not the case as several of our technologies operate at process temperatures over this suggested limit. Radiant and impedance heating technologies are particularly well suited for solving many process electrifications challenges. Along with regular duties, these heaters can also be designed for high temperature, high pressure, and two phase cases. Depending on the particular design, electric heaters can be supplied for both direct and indirect service. Furthermore, electric heaters can be made from many different metallurgies ensuring thermal, chemical, and mechanical compatibility with the process.

Figure 3 – Hazardous Area Radiant Heaters Source: Armstrong Engineering Associates
Radiant heaters, true to their name, use electrically heated rods to radiate heat to a particular target. Because there is no need to make contact with the process fluid, these heaters are popular choices for heating reactors and lethal service piping. Controlling a maximum surface temperature at the process with radiant heaters also allows the ability to service organic processes where coking can be a concern. Due to the almost unlimited geometric potential, Armstrong has several proprietary and proven designs which allow for two phase heating, which are often particularly challenging. Additionally, Armstrong can design heaters for installation in hazardous areas of a facility.
Impedance heaters use the natural electrical resistance of materials to heat. Because the heat can be generated in the same pipe which contains the process, these heaters are particularly well suited for high temperature and high pressure applications. A variant of the impedance heater design can provide extremely high temperatures and pressures simultaneously. Similar to the radiant heaters, impedance heaters can control maximum surface temperature, is available in unlimited geometries, can be designed for two phase flow and zoned heating, and be designed for hazardous areas. Impedance heating can be used to accomplish replacing existing equipment with defined or challenging footprints or used in fired heaters as a dual source of energy.
When considering electrification of a process, there is almost always a way to accomplish this with Armstrong’s experience and products. Our electric heaters have been proven reliable in facilities from high tech aerospace laboratories to tar refining and most applications in between. Few electrification projects are suitable for immersion heaters which has led to manufacturers scrambling to quickly explore and research alternative electrical heating options. Armstrong continues to help process operators and process Licensors avoid these pitfalls as we leverage our decades of process heat transfer and electrical heating expertise.