Armstrong Chemtec group has been designing and fabricating vaporizers for over 75 year and has installations all over the world. We provide high quality custom vaporizers that are designed for the harshest applications. Our designs are tailored to meet the customers specifications, which often include high pressure and temperatures.
Vertical bayonet vaporizers are good general use vaporizers. The flexibility that numerous materials of construction combinations can provide allows these vaporizers to be used for a wide variety of process fluids. Armstrong Chemtec is a preferred supplier for multiple licensed refinery processes and has a long history of providing these vaporizers for chlorine service. Armstrong Chemtec is a member of both the Chlorine Institute and Euro Chlor, and has participated on multiple task groups to review and revise Chlorine Institute’s Pamphlet No. 9, including the two most recent editions.
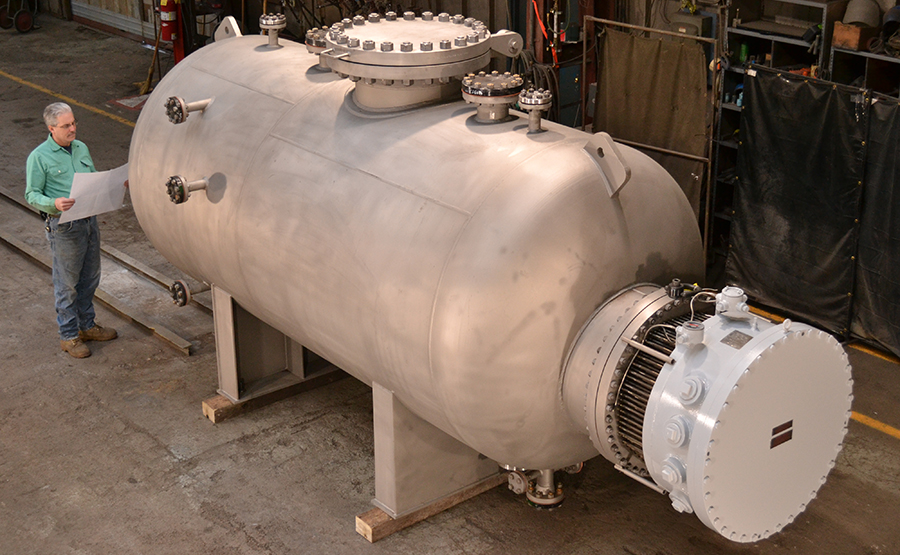
Some advantages of the Armstrong Chemtec vertical bayonet vaporizer are:
Removable tube bundle
Freeze protection
Integral superheat
Small footprint
Unlimited turndown
Small liquid holdup volume
Capacity control
Unrestrained tube expansion & contraction
Vertical bayonet vaporizers are good general use vaporizers. The flexibility that numerous materials of construction combinations can provide allows these vaporizers to be used for a wide variety of process fluids. Armstrong Chemtec is a preferred supplier for multiple licensed refinery processes and has a long history of providing these vaporizers for chlorine service. Armstrong Chemtec is a member of both the Chlorine Institute and Euro Chlor, and has participated on multiple task groups to review and revise Chlorine Institute’s Pamphlet No. 9, including the two most recent editions.
Some advantages of the Armstrong Chemtec vertical bayonet vaporizer are:
Removable tube bundle
Freeze protection
Integral superheat
Small footprint • Unlimited turndown
Small liquid holdup volume
Capacity control
Unrestrained tube expansion & contraction you can reduce the picture size if it end up having a lot of blank white space
Flare vaporizers are incorporated into a plant’s flare header to vaporize relief liquids upstream of the gas flare. Typically used in conjunction with an overhead flare drum, these steam heated vaporizers operate near atmospheric pressure
Loadout vaporizers are steam heated and well suited to handle combinations of very high pressures (design pressures up to 120 bar (g) (1,800 psi) and very low temperatures (typically around -74 °C ( -101°F) ) because they do not have tubesheets. Because these vaporizers can go from an idle state to full capacity instantaneously, they are frequently called on to replace or supplement feed to downstream processing units.
Flare superheaters can be used to heat the flare gas stream from temperatures as low as -73 °C ( -100 °F) and can accommodate low allowable pressure drops.
When a steam utility is unavailable, electric heat may be a safe sensible first choice option. Electric heaters have been used in off site tanks for bituminous products for many years. But recently, with the move to environmentally friendly processes, and zero emissions at point of use, Electric Vaporizers have been put into service for fluids such as NH3, CO2, SO2, SO3 etc. These can be supplied skidded with valves, pumps, controls and piping. These are now commonly found in power stations where NOx and SOx emission reduction systems are used. Contact us for your needs and let us help you make a proven environmentally friendly choice.